| 产品特性:全新部件 |
日本森精机机床NV5000刀库原点调整是一个相对复杂的过程,涉及到多个步骤和参数的设定。
一、前提条件
确认NC系统出现异常情况,如NC异常画面显示,需要调整刀库控制轴(W-轴)原点位置。
二、调整步骤
准备阶段
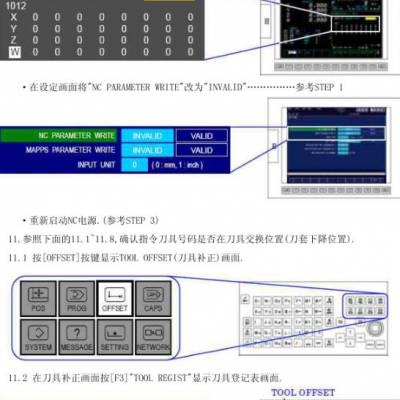
将栅格偏移量参数NO.1850之W-轴设定为0(若不是0,设定原点后位置会偏移)。
进入NC系统刀库控制轴(W轴)调整允许模式,修改NC参数NO.1010为4(CNC控制轴数)。
重新启动NC电源
重新启动NC电源以确保所有设定生效。
使用手轮移动W-轴
设定调整模式,更改PMC参数D472第4位为1(第4轴手轮调整许可)。
使用手轮旋转刀库(M-轴/W-轴),将NO.1刀套转到刀具交换位置(刀套下降位置)。
移动刀套到原点启动点
原点启动点即为刀库伺服电机向“-”方向移动的位置。
确认W-轴原点位置
在移动过程中,观察并确认W-轴的原点位置。
调整偏移量
刀套行程量不足时,偏移量=机械坐标值*1000。
刀套行程量超过时,偏移量=(机械坐标值-362.250)*1000(以40#刀柄30把刀库为例)。
若NO.1刀套中心位置不准确,需进入NC参数NO.1850(W)设定栅格偏移量。
执行刀套上升/下降操作
在ATC手动画面执行刀套上升/下降操作,以确认刀库原点是否正确。
若不正确,需调整偏移量设定值。
还原参数设定
还原NC参数NO.3115的“W”0位为“1”。
还原NC参数NO.1010为“3”。
重新启动NC电源以确保所有还原操作生效。
验证调整结果
在MDI操作方式下执行刀具交换指令,确认对应刀号是否能正确转到刀具交换位置(刀套下降位置)。
三、注意事项
在整个调整过程中,务必按照步骤操作,避免遗漏或错误。
注意观察指示灯状态和系统反馈信息,确保每一步操作都正确无误。
在调整偏移量时,需根据实际情况选择合适的计算公式和参数值。
通过以上步骤,可以完成日本森精机机床NV5000刀库原点的调整工作。需要注意的是,由于不同机床的具体配置和参数可能有所不同,因此在实际操作中还需参考机床的具体说明书和相关资料。